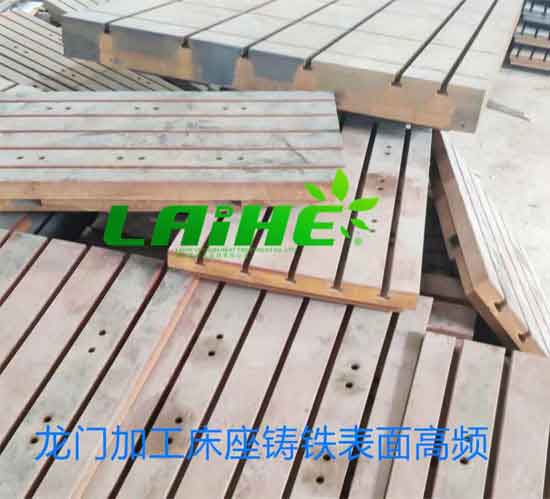
处理关键部件
热处理是一个受控的过程,用于改变金属、合金等材料的微观结构。我们的团队可加工处理各种尺寸的部件,达到严格的标准要求,得出可靠且可重复的结果。我们有能力向客户提供持续高品质的服务.







连接方案
金属连接包括特殊工艺,真空钎焊、需要金属熔化专业知识和技术的复杂操作。
也可以通过热等静压固体-固体或固体-粉末材料结合技术连接材料,制造出选定表面具有额外材料特性的双金属部件。
1.真空钎焊,因不用钎剂,显著提高了产品的抗腐蚀性,免除了各种污染,无公害的处理设备费,有好的安全生产条件; 2.真空钎焊不仅节省大量价格昂贵的金属钎剂,而且又不需要复杂的焊剂清洗工序,降低了生产成本; 3.真空钎焊钎料的湿润性和流动性良好,可以焊更复杂和狭小通道的器件,真空钎焊提高了产品的成品率,获得坚固的清洁的工作面; 4.与其它方法相比,炉子的内部结构及夹具等寿命长,可降低炉子的维修费用; 5.适于真空钎焊的材料很多,如:铝、铝合金、铜、铜合金,不锈钢、合金钢、低碳钢、钛、镍、因康镍(Inconei)等都可以在真空电炉中钎焊,设计者根据钎焊器件的用途确定所需的材料,其中铝和铝合金应用得最广泛。








铜热处理
铜热处理来禾在国内有 特点 使用领域非常广泛各种工业机器、电子通信、交通、国家军工国外的西门子施耐德等等。
纯铜由于无同素异构转变,所以,不能进行热处理强化,但是,也可进行热处理。所以,只能够进行去应力退火、再结晶退火这两个热处理工艺。
铜合金可以分为黄铜、青铜和白铜三类,可以进行热处理强化的是铍青铜,所以,铜合金说来除了去应力退火、再结晶退火这两个热处理工艺之外,还可以固溶处理+时效。如铍青铜是一种沉淀硬化型合金,通过固溶处理+时效可以抗拉强度达到1250~1500MPa,硬度可达350~400HBW。